五(wǔ)金拉深件的孔邊(biān)距及圓角半徑應滿足什麽條件
衝壓(yā)件加工廠,在(zài)加工五金拉(lā)深件時,其加工工藝應盡量簡單、對稱,並能(néng)一次拉深成形(xíng);拉深件壁厚公差或變薄量要求一般不應超(chāo)出拉深工藝壁厚變化規律(lǜ);
當零件一次拉深的(de)變形程度過大時,為避免拉裂(liè)要采用多次拉深;在保(bǎo)證(zhèng)必要的表麵質量前(qián)提下,應允許內、外表麵存在拉深(shēn)過程(chéng)中可能產生的痕跡。在保證裝配(pèi)要求的前提下,允(yǔn)許拉深件側壁有一定的斜度。
不同(tóng)結(jié)構的五金拉深件,應滿足不同的尺(chǐ)寸要求:
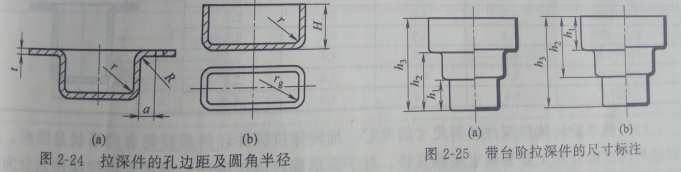
A:拉深件的底部或凸緣上有孔時,孔邊到側壁的應滿足α≥R+0.5t(或r+0.5t),如圖2-24(a)所示;
B:拉深件的底與壁、凸緣與壁、矩形件的四角等處的(de)圓角半徑應滿足:r≥t,R≥2t,rg≥3t,如圖(tú)2-24所示。否則,應增加(jiā)整形工序。隻需一次整形的(de),圓角半徑(jìng)可取r≥(0.1~0.3)t,R≥(0.1~0.3)t;
另(lìng)外值得(dé)說明(míng)的是:拉深件的徑向尺寸應隻標注外形尺寸或內形尺寸(cùn),而不(bú)能同時標(biāo)注內(nèi)、外形尺寸。帶台階的拉深件(jiàn),其高度(dù)方向的尺寸標注(zhù)一般應以拉深件底部為基準,如圖2-25(a)所示。若以上部分為基準,高度(dù)尺寸不(bú)易保(bǎo)證,如圖2-25(b)所示。
 推薦文章:為什麽精度高的衝壓件采用複合模具加工
推薦文章:為什麽精度高的衝壓件采用複合模具加工
鼎機械製造有限公司")


